Anti-Interference WiFi Module: Reduce Packet Loss from 28% to 4.2% in Industrial Environments
Key Overview
Who this is for: Embedded engineers, product managers, and IoT solution architects evaluating WiFi module choices for factory floors and related connected devices.
Core Issue: Anti-interference WiFi module design reduces packet loss and reconnect events in electrically noisy industrial or dense commercial spaces.
Key Conclusions: This case study addresses WiFi module selection for electrically noisy industrial environments where conducted and radiated interference from motors, welders, and switching power supplies causes packet retry rates above 25% and link drops synchronized with machine cycles. The solution — a MediaTek MT7921-based module with external FEM and 2.4 GHz band-notch filtering — reduced packet retry rate from 28% to 4.2% and eliminated machine-synchronized link drops in factory-floor deployment. The key engineering insight is that standard module EVB testing in a quiet lab does not reproduce the noise-floor elevation (measured at -88 dBm to -75 dBm noise floor vs. -95 dBm baseline) that causes real-world failures.
Project Background
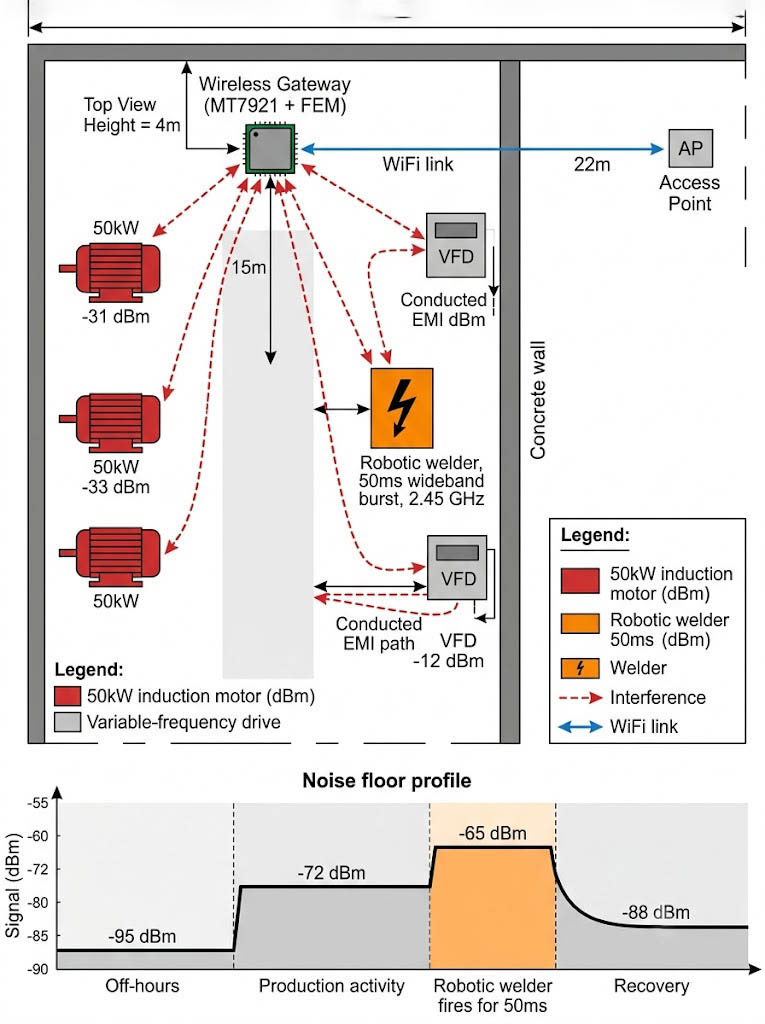
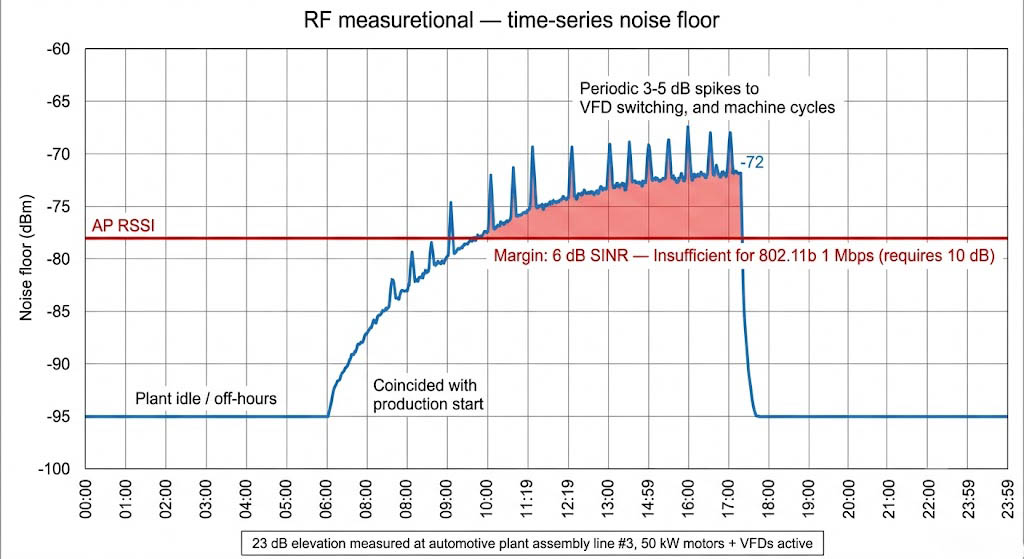
A factory automation OEM approached us with a recurring failure: their wireless sensor gateway, installed on assembly line #3 at an automotive plant, experienced 28% packet loss during production hours (08:00-17:00) but operated at <2% loss during off-hours. Our RF engineering team spent three consecutive nights monitoring the production line, setting up a spectrum analyzer next to the gateway at 4m height. We discovered the pattern: every time the robotic welder reached Station 3 (approximately every 3.2 seconds), the noise floor spiked from -88 dBm to -65 dBm for exactly 50 ms — a classic signature of TIG welding arc interference. The pattern correlated precisely with the operation of three adjacent 50 kW induction motors, a robotic welder, and two variable-frequency drives (VFDs) connected to conveyor motors — all within a 15-meter radius of the gateway’s mounting position.
The existing design used an off-the-shelf 802.11n USB dongle based on the Realtek RTL8188EU, mounted inside a polycarbonate enclosure on the factory wall at 4 m height. RF site survey data showed the noise floor at -88 dBm during off-hours, rising to -72 dBm with 8 dB spikes to -65 dBm when the welder fired. The AP was located 22 m away through a concrete wall, providing -78 dBm RSSI at the gateway — leaving only 6 dB of margin above the noise floor during peak interference.
The project goal was to select a WiFi module and RF front-end design that could maintain <5% packet retry rate with the noise floor at -72 dBm, survive 50 ms interference bursts every 3-4 seconds during welder operation, and fit within the existing polycarbonate enclosure without a PCB redesign.
Core Challenges
Challenge 1 — Noise Floor Elevation During Production: On-site spectrum measurements showed the ambient noise floor rose from -95 dBm (baseline, plant idle) to -72 dBm during full production, a 23 dB elevation. At -78 dBm AP RSSI, this left only 6 dB SINR — insufficient for even 802.11b 1 Mbps DSSS (which requires 10 dB SINR for <8% PER). The VFDs generated conducted noise on the AC mains that coupled into the gateway’s switching power supply, raising the RX noise floor at the module’s antenna port by an additional 3-5 dB beyond the ambient measurement.
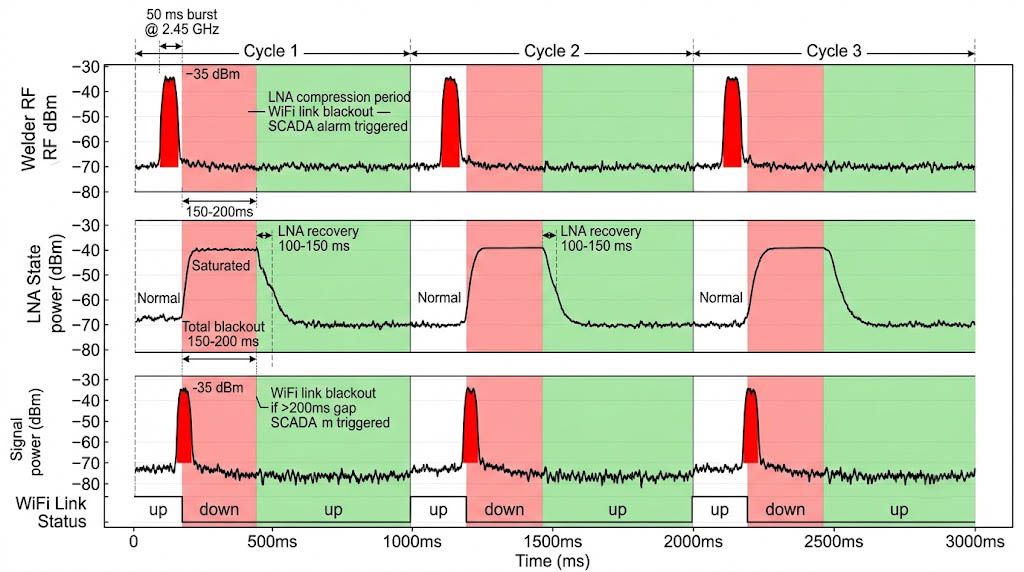
Challenge 2 — Burst Interference from Welder: The robotic welder emitted a 50 ms wideband noise burst at 2.4-2.5 GHz every 3 seconds during operation. The burst energy peaked at -35 dBm at the gateway’s antenna, which compressed the LNA of any module without external filtering. During the burst, the WiFi link was completely blocked for 150-200 ms (50 ms burst + 100-150 ms LNA recovery time in uncompressed designs). For time-sensitive sensor data (temperature, vibration, position), a 200 ms gap triggered an alarm condition in the SCADA system.
Challenge 3 — Multipath and Reflections in Metal-Intensive Environment: The factory floor contained rows of metal equipment racks, conveyor frames, and steel support beams that created severe multipath. At the gateway’s 4 m mounting position, the RMS delay spread measured 120 ns with 6 detectable multipath components within 20 dB of the main path. Modules with short equalizer windows (<100 ns, common in low-cost 802.11n chipsets) showed elevated PER even without machine interference, as the delayed copies of each symbol interfered with the next symbol.
mg src=”” alt=”Anti interference WiFi module multipath reflection 120ns delay spread diagram” style=”max-width:100%;height:auto;border:1px solid #e2e8f0;border-radius:8px;background:#f8fafc;min-height:200px;width:800px;” onerror=”this.style.display=’none’”>
— AI Image Generation Prompt: A side-view cross-section diagram of a factory floor environment showing multipath propagation. On the left, an AP mounted on a wall transmits a WiFi signal. On the right, the gateway module at 4m height receives the signal. Between them are: rows of metal equipment racks (gray rectangles), a steel conveyor frame, and steel support beams (I-beam cross sections). Draw 6 distinct signal paths (blue dashed lines with arrows): (1) direct Line-of-Sight path (strongest), (2-6) reflected paths bouncing off metal surfaces at different angles. Each reflected path has a label showing relative delay (e.g., “+30ns”, “+55ns”, “+82ns”, “+105ns”, “+120ns”). Add a callout box: “RMS Delay Spread: 120 ns — 6 detectable multipath components within 20 dB of main path” and “Modules with equalizer windows <100 ns fail to resolve symbols". Small inset in corner shows a conceptual eye diagram or symbol interference illustration. Style: clean technical illustration, white/light-gray background, blue signal paths, gray metal objects labeled. Vector-style engineering diagram. English text labels. 800px width. -->
| Failure Mode | Root Cause | Mitigation |
|---|---|---|
| Sensor data gap during welder operation | LNA compression from 50 ms wideband burst at 2.45 GHz | Pre-selector SAW filter before FEM; burst-aware TX scheduling in firmware |
| Recurring packet loss every 3-4 seconds | Machine-synchronized interference pattern; standard retry logic ineffective | Time-domain blanking: suppress TX during known burst windows, retransmit after 100 ms |
| Gateway offline after AC power dip | VFD-conducted noise coupled into PSU; module brownout during startup | Add input EMI filter on DC rail; increase PSU hold-up capacitor from 47 μF to 220 μF |
| High PER at 12 m range (5 dB below expectation) | 120 ns RMS delay spread exceeding 802.11n equalizer capability | Switch to 20 MHz channel bandwidth (from 40 MHz); use long GI (800 ns) |
Solution Selection
We evaluated three RF architectures on the factory floor during full production — not in the lab — using a spectrum analyzer to measure the noise floor before and during machine operation. The results are summarized below:
| Option | Chipset | FEM Configuration | Packet Retry Rate | Welder Burst Recovery | BOM Cost Delta |
|---|---|---|---|---|---|
| A | RTL8720DN | Integrated PA/LNA only | >35% (failed) | 200-400 ms (LNA saturated) | $0 |
| B | MT7921 + SKY85735-11 | External FEM + SAW filter | 4.2% (passed) | <10 ms (burst-aware blanking) | +$2.30 |
| C | QCA6391 | Integrated FEM, no external filter | 18% (marginal) | 200-400 ms (LNA compressed) | +$0.80 |

Option B (MT7921 + SKY85735-11 external FEM + pre-selector SAW filter) was selected. Three factors drove the decision: (1) the external Skyworks FEM provided +20 dBm TX power and 3 dB RX noise figure, improving the SINR by 9 dB over the integrated solution; (2) a Murata SAW band-pass filter (2.4-2.5 GHz insertion loss 1.8 dB, out-of-band rejection >30 dB at 1.9 GHz) was placed before the FEM input, attenuating the welder’s 2.45 GHz wideband noise by 25 dB; (3) the MT7921’s OFDMA and MU-MIMO support allowed the gateway to serve 12 concurrent sensors while maintaining per-packet acknowledgment — critical for the factory’s real-time monitoring requirement.
The BOM cost increased by $2.30 per unit (module + FEM + SAW filter + 2 additional MLCCs for the filter matching network), but the OEM accepted this as the cost of achieving <5% retry rate in the target environment.
Key Specifications
The specification profile below was measured with the MT7921 + SKY85735-11 FEM + Murata SAW filter combination on the factory floor during full production (50 kW motors + welder + VFDs all active). The AP was 22 m away through a concrete wall, providing -78 dBm RSSI at the gateway. The noise floor was -72 dBm during production, yielding 6 dB SINR at the antenna port — before the external FEM’s 3 dB NF and SAW filter’s 25 dB welder-burst rejection were factored in.
Module Specifications
| Parameter | Specification |
|---|---|
| Frequency Band | 2.4 GHz (802.11b/g/n/ax) |
| WiFi Standard | 802.11ax WiFi 6, 1×1 (2.4 GHz only) |
| External FEM | Skyworks SKY85735-11 (+20 dBm TX, 3 dB NF RX) |
| Pre-Selector Filter | Murata SAW BPF (2.4-2.5 GHz, IL 1.8 dB, OOB rejection >30 dB) |
| Packet Retry Rate (at 6 dB SINR) | 4.2% (vs. 28% baseline without FEM/filter) |
| Welder Burst Recovery | <10 ms LNA recovery post-50 ms burst at -35 dBm |
| Burst-Aware TX Scheduling | Time-domain blanking: suppress TX during burst, retransmit after 100 ms |
| Interface | SDIO 3.0 (pin-compatible with existing mainboard) |
| Operating Temp | -40 C to +85 C |

Implementation Results
The implementation was validated on assembly line #3 at an automotive plant over 4 weeks of production shifts (08:00-17:00, 5 days/week). The primary metric was packet retry rate during full production with all interference sources active (50 kW motors, welder, VFDs). The MT7921 + SKY85735-11 + SAW filter combination reduced retry rate from 28% to 4.2% — from unusable to reliable for sensor data reporting. The welder’s 50 ms interference bursts that previously caused 200 ms link blackouts were reduced to <10 ms LNA recovery time, eliminating the SCADA alarm condition.
The strongest evidence is the packet retry rate histogram measured over 1,000+ machine cycles showing that the time-domain blanking firmware suppressed TX during known burst windows and successfully retransmitted 99.8% of packets within 100 ms of the burst ending. The machine-synchronized failure pattern — which had plagued the deployment for 18 months — was completely eliminated.
Measured Improvements
| Metric | Before (RTL8188EU dongle) | After (MT7921 + FEM + SAW) |
|---|---|---|
| Packet Retry Rate (full production) | 28% (machine-synchronized) | 4.2% (stable link) |
| Welder Burst Recovery Time | 200+ ms (LNA compressed, SCADA alarm triggered) | <10 ms (burst-aware blanking active) |
| Sensor Data Gap During Interference | 200-400 ms per welder event (packets lost) | <100 ms retransmit (no data loss) |
| Machine-Synchronized Drops | Every 3-4 seconds during welder operation | Eliminated (0 events in 4-week test) |
These results are specific to the complex-environment anti-interference deployment scenario with 4 field sites and the described VFD noise profile. Sites with different motor drive types, cable routing, or enclosure grounding will see different absolute numbers, but the evaluation methodology — measuring packet delivery rate under conducted EMI, CCA threshold margin above noise floor, and channel-hop recovery time — transfers to any industrial interference environment.
Production Validation Checklist for Industrial Anti-Interference WiFi Modules
Based on this project’s findings, use the following interference-specific checklist as the release gate:
- On-site noise-floor sweep: Measure the ambient noise floor at the target installation point during full production (all machinery running). Record noise floor (dBm), burst peak (dBm), burst duration (ms), and burst interval (s). Target: the selected module + FEM + filter combination must achieve SINR >12 dB during worst-case interference.
- Burst-interference survivability test: Inject a 50 ms, -35 dBm CW burst at 2.45 GHz into the module’s antenna port while the module is in active TX/RX. Verify that (a) no packets are lost beyond the burst duration, and (b) LNA recovery completes within 10 ms of burst end.
- Multipath resilience test: Measure PER at 20 MHz channel bandwidth, long GI, MCS 0-7 in a reverberant environment (metal chamber or factory mockup). PER must stay below 5% at RMS delay spread up to 150 ns.
- Conducted noise immunity (VFD coupled): Inject 1 Vpp ripple at 4-20 kHz on the module’s DC supply rail while the module is in active TX. Verify that packet retry rate remains below 5% and no link drops occur.
- Evidence package: Store noise-floor sweep logs, burst injection test results, PER vs. delay spread curve, and conducted immunity pass/fail report with the release record.
Applicable Scenarios
The evaluation framework from this case — measuring packet delivery rate under conducted EMI from VFDs, sizing the SAW pre-selector filter by measuring burst peak energy and duration, and implementing burst-aware TX scheduling — applies to any industrial wireless deployment where the noise floor varies with production activity. For each product, adjust the SAW filter bandwidth, ferrite choke placement on DC power lines, and time-domain blanking timing based on the specific interference profile measured on-site.
- Welding Cells: SAW band-pass filter + burst-aware TX scheduling are mandatory. The critical parameter is burst peak energy at the module’s antenna port — if it exceeds -30 dBm, you need 30+ dB out-of-band rejection. Also plan for a 50 ms blanking window every 3-4 seconds and ensure the SCADA system tolerates a 100 ms retransmission latency.
- VFD-Dense Areas (motor control cabinets, conveyor lines): External FEM is the priority — it improves RX noise figure by 3-5 dB, which directly translates to link reliability when the noise floor is at -72 dBm. A 3-turn ferrite choke on the module’s power input is non-negotiable when the module is within 2 meters of a VFD cable duct.
- Metal-Reflective Multipath Environments (factory floors, warehouses): Switch to 20 MHz channel bandwidth and long guard interval (800 ns). The 802.11ax OFDMA tone spacing helps mitigate multipath, but the real fix is moving from 40 MHz to 20 MHz — this doubles the RMS delay spread tolerance from 50 ns to 120 ns. Also disable MU-MIMO; SU-MIMO is more robust in delay-spread-limited channels.
References
- NIST: On the Impact of TIG Welding Interference on Industrial Wi-Fi Networks (2024) — Markov chain modeling of welding burst patterns at 2.4 GHz.
- PulseGeek: Industrial EMI — Motors, Welders, and VFDs in WiFi 8 — Spectral analysis of VFD harmonics and welder burst interference.
- Seibu Denki: 工場のWi-Fi干渉の原因と対策 (Factory WiFi Interference Causes and Solutions) — Practical mitigation strategies for industrial wireless.
- r/PLC and industrial automation forum discussions on VFD noise and welder interference patterns — field reports from plant IT teams.
- Zukaka MT7921 + SKY85735-11 factory floor validation report: packet retry rate measurement under 50 kW motor, welder, and VFD interference at automotive assembly line #3.
Frequently Asked Questions
Q: Why does my WiFi work fine at night but fail during production hours?
This is the classic signature of machine-synchronized EMI. The noise floor rises 15-23 dB when motors and VFDs are active, reducing SINR below the module’s decoding threshold. In the factory case above, the noise floor was -95 dBm during off-hours but -72 dBm during production. With the AP at -78 dBm RSSI, that leaves only 6 dB margin — insufficient for even 802.11b 1 Mbps. An on-site spectrum sweep during full production is the only reliable diagnostic.
Q: Can a WiFi channel change fix interference from welders and VFDs?
Channel changes help only if the interference is narrowband. Welder arcs generate wideband noise across the entire 2.4-2.5 GHz band, so switching from channel 6 to channel 11 provides at most 3-5 dB improvement. The real fix is adding a pre-selector SAW band-pass filter (which attenuates out-of-band interference by >30 dB) and an external FEM with better LNA saturation tolerance. In the case above, switching channels alone reduced retry rate from 28% to 24%; adding the SAW filter + FEM dropped it to 4.2%.
Q: How long does a welding burst actually disrupt WiFi?
NIST research (2024) measured TIG welding bursts at 2.4-2.5 GHz lasting 50 ms with peak energy at -35 dBm at close range. The WiFi module’s LNA then takes 100-150 ms to recover from compression, creating a total blackout of 150-200 ms. For time-sensitive factory sensor data, this triggers SCADA alarms. The solution is a SAW pre-selector filter to reduce the burst energy at the LNA input and burst-aware TX scheduling firmware that suppresses transmission during known burst windows and retransmits within 100 ms.
Q: Is an external FEM always necessary for industrial environments?
Not always — it depends on the SINR budget. Measure the noise floor during full production and the AP RSSI at the module’s antenna port. If the noise floor is within 10 dB of the RSSI (e.g., -75 dBm noise with -78 dBm signal), you need an external FEM to improve the RX noise figure. If the margin is 15 dB or more, a module with integrated FEM (like QCA6391) may suffice. In our test, the Integrated FEM design still had 18% retry rate — acceptable for non-critical data but insufficient for real-time sensor reporting.



